Wybór nakrętki trapezowej a środowisko pracy
Materiały użyte do produkcji nakrętek – brąz lub Inox 303, są wysoce odporne na działanie zwykłych czynników utleniających, których zazwyczaj używa się w towarzystwie śrub i nakrętek trapezowych. W przypadku obecności czynników szczególnie korozyjnych, prosimy o kontakt z nami.
W przypadkach, gdy nie jest dozwolona obecność smaru lub oleju, zalecamy użycie samosmarujących nakrętek z tworzywa sztucznego. Użycie tworzyw sztucznych ściśle wiąże się z warunkami pracy, więc nie zaleca się wybierania na podstawie intuicji, lecz wymagane jest, by skonsultować problem. Jest tak, ponieważ tworzywa sztuczne mają wyśmienite właściwości samosmarujące, ale jednocześnie posiadają ograniczenia związane z temperaturą pracy, problemem higroskopijności, a także innymi właściwościami mechanicznymi, które mogą być niezgodne z przeznaczeniem wybranego elementu. Wstępne badanie użycia docelowego, w tych przypadkach, jest więc obowiązkowe w celu uzyskania pozytywnych i satysfakcjonujących rezultatów.
Wymiarowanie względem zużycia
Para śruba/nakrętka jest systemem wykorzystywanym od długiego czasu, w wielu sytuacjach, gdy potrzebne jest przeniesienie ruchu obrotowego na ruch liniowy. Moc całkowita przyłożona do śruby (Pt) jest zwracana na nakrętkę jako moc użyteczna (Pu). Stosunek Pu/Pt = η jest zdefiniowany jako sprawność układu, która silnie zależy od współczynnika tarcia pomiędzy powierzchniami kontaktu śruby i nakrętki, a także od kąta wzniosu gwintu. Z powodu istniejącego tarcia statycznego, część mocy ulega przemianie w ciepło za każdym razem, gdy przeprowadzany jest ruch. Badając wspomniane tarcie statyczne, można otrzymać parametry wymagane do wycenienia dobrego funkcjonowania zestawu.
Omawiane kryterium ma za zadanie ograniczyć ciśnienie powierzchni kontaktu z bokiem gwintu w taki sposób, by umożliwić łagodny poślizg pomiędzy dwiema powierzchniami i uniknąć erozji materiału nakrętki. Produkt p●Vst jest także ograniczony (p= ciśnienie powierzchni kontaktu, Vst= prędkość poślizgu przy uśrednionej średnicy gwintu), aby zmniejszyć moc, która zostaje zamieniona w ciepło. Pomaga to w utrzymaniu temperatury powierzchni kontaktu. To ograniczenie pozwala uniknąć uszkodzenia smaru w przypadku użycia nakrętek z brązu, podczas gdy używając samosmarujących nakrętek z tworzywa sztucznego bez stosowania dodatkowego smaru lub oleju, powinno się kontrolować temperaturę, ponieważ przy wysokich temperaturach obniżają się parametry produktów o kryteriach p●Vst.
Obliczanie tarcia powierzchni kontaktu "p"
Tarcie powierzchni kontaktu “p” oblicza się zgodnie z następującym wzorem:

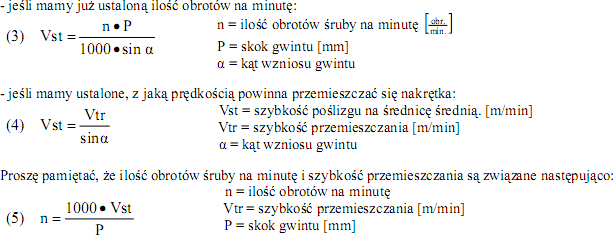
Obliczanie prędkości poślizgu "Vst"
Prędkość poślizgu można obliczyć za pomocą jednego z dwóch następujących wzorów:
Wymiarowanie nakrętek z brązu
W przypadku nakrętek z brązu, badania nad produktem p●Vst pozwalają na stworzenie poniższego wykresu, gdzie są wyróżnione trzy strefy, z których każda jest scharakteryzowana przez pewne warunki pracy, które z punktu widzenia gładkości powierzchni kontaktu, pozwalają dokonać oceny na bazie rezultatów wcześniej przeprowadzonych eksperymentów. Jest jednak zawsze wymagane stosowanie dobrego smarowania, możliwie olejem. Z małym smarowaniem lub bez niego warunki mogą się znacznie różnić.
Warunki gładkości dla brązu
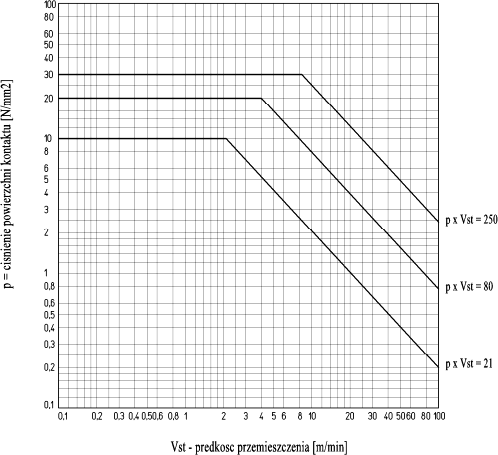
Strefa A jest ograniczona limitem p●Vst = 21 [N/mm2 ● m/min]
W tej strefie działanie przebiega w najlepszych warunkach. Ciągłość pracy jest możliwa, o ile ilość ciepła wyprodukowanego w tych limitach p●Vst jest stosunkowo niska. W rezultacie czas życia nakrętki jest wydłużony.
Strefa B jest ograniczona limitem p●Vst = 80 [N/mm2 ● m/min]
W tej strefie działanie przebiega w cięższych warunkach. Warunki poślizgu wymagają ciągłego smarowania, w celu powstrzymania korozji brązu i otrzymania długiego czasu życia nakrętki. Praca ciągła jest możliwa tylko w ograniczonych okresach czasu, ponieważ ilość wytworzonego ciepła może prowadzić do przegrzewania nakrętki. Zależy także od ilości zastosowanego oleju, który oprócz smarowania, pomaga zredukować ciepło.
Strefa C jest ograniczona limitem p●Vst = 250 [N/mm2 ● m/min]
W tej strefie działanie przebiega w najcięższych warunkach. Przy danych wartościach p●Vst praca ciągła jest niemożliwa. Nawet w obecności dobrego smarowania ma miejsce przegrzewanie się i bardzo szybkie zużycie nakrętki, ponieważ tarcie pomiędzy powierzchniami kontaktu powoduje szybką erozję nakrętki.
We wszystkich trzech opisanych warunkach pracy, zużycie nakrętki z brązu jest w dużym stopniu uzależnione od warunków smarowania podczas jej użytkowania, jest więc niemożliwe podanie na etapie projektowania dopuszczalnych, referencyjnych wartości liczbowych, które odnoszą się do okresu przydatności nakrętki. Zwraca się szczególną uwagę na użytkowanie w miejscach, w których temperatura środowiska pracy może przekroczyć 140÷150°C, ponieważ dane temperatury mogą negatywnie wpłynąć na smar, powodując pogorszenie jego funkcjonowania i skrócenie czasu życia. W danych przypadkach zaleca się używanie smarów przystosowanych do użytkowania w podwyższonych temperaturach.
Współczynnik bezpieczeństwa dla sił bezwładności "f i"
Podczas etapu wymiarowania należy również kontrolować, by siły bezwładności występujące podczas etapu przyspieszenia i opóźnienia były zawarte w taki sposób, by wartość produktu pozostawała w granicy kontrolowanych limitów. W przypadkach, gdy dane obliczenia okazują się problematyczne, np. w obecności ruchu niejednostajnego lub licznych zmian, należy uwzględnić współczynniki bezpieczeństwa zamieszczone w poniższej tabeli.
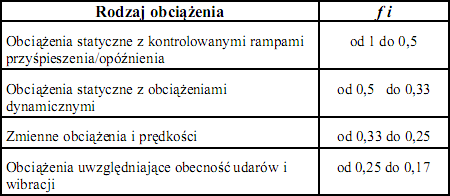
Współczynnik "f i" służy do korekty wartości produktu "(p●Vst)max" uzyskanej wyżej, biorąc pod uwagę największą prędkość przemieszczenia dopuszczoną przez wartości ciśnienia powierzchni kontaktu, w omawianym przypadku; zaleca się zastosowanie limitu właściwego dla obowiązującej opisanej strefy (A,B lub C). By określić dopuszczalną wartość produktu odpowiadającą danemu przypadkowi stosuje się poniższy wzór.
![]()
Wymiarowanie nakrętek z tworzywa sztucznego
W zastosowaniach, w których ważny jest niski poziom hałasu lub nie jest dozwolone smarowanie (smarem lub olejem), zalecane są samosmarujące nakrętki z tworzywa sztucznego konstrukcyjnego. Użycie tworzyw sztucznych ściśle wiąże się z warunkami pracy, więc nie zaleca się wybierania na podstawie intuicji, lecz wymagane jest, by skonsultować problem. Jest tak, ponieważ tworzywa sztuczne mają wyśmienite właściwości samosmarujące ale jednocześnie posiadają ograniczenia związane z temperaturą pracy, problemem higroskopijności, a także innymi właściwościami mechanicznymi, które mogą być niezgodne z przeznaczeniem wybranego elementu. Wstępne badanie użycia docelowego, w tych przypadkach, jest więc obowiązkowe w celu uzyskania pozytywnych i satysfakcjonujących rezultatów.
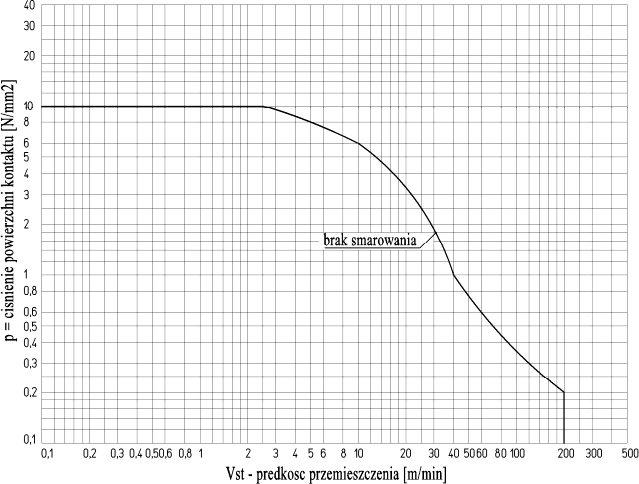
W przypadku nakrętek z tworzywa sztucznego, badania nad produktem p●Vst pozwoliły wyznaczyć krzywą wartości p●Vst, w granicy których następuje łagodny, stały w czasie poślizg powierzchni kontaktu, przy ograniczonym zużyciu nakrętki. Nie jest możliwa praca poza tymi wartościami, ponieważ erozja powierzchni kontaktu nakrętki ze śrubą powodowałaby znacznie przyspieszone zużycie nakrętki.
Nakrętki cylindryczne typu MPH
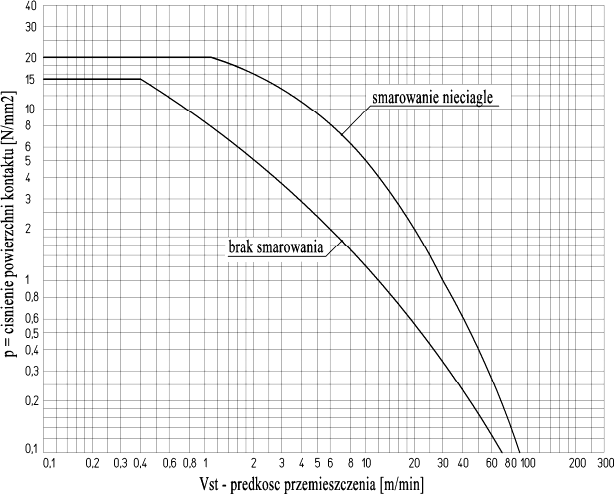
Poniższy wykres przedstawia ograniczenia produktu p●Vst odnoszące się do nakrętek typu MPH. Ponieważ ten typ tworzywa sztucznego jest wytrzymały na zużycie ale nie jest samosmarujący, uznano za konieczne wyznaczenie krzywej dla materiału nie smarowanego, a także materiału smarowanego z przerwami.
Warunki próby:
- praca ciągła
- temperatura 23°C
- wilgotność względna około 50%
Warunki poślizgu nakrętek typu MPH
Samosmarujące nakrętki kołnierzowe z tworzywa sztucznego o długości 3xTr FCS
Poniższy wykres przedstawia ograniczenia produktu p●Vst odnoszące się do nakrętek typu FCS. Tworzywo sztuczne wykorzystane w nakrętkach typu FCS posiada wysoką wytrzymałość na zużycie i jest całkowicie samosmarujące.
Warunki próby:
- praca ciągła
- temperatura 23°C
- wilgotność względna około 50%
- bez smarowania